|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ПРОИЗВОДСТВА БАНОК ДЛЯ НАПИТКОВ |  |
Номер публикации патента: 2181149 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C22F001/04 | | Аналоги изобретения: | ЕР 0576170 А1, 29.12.1993. М.Х.РАБИНОВИЧ. Термомеханическая обработка алюминиевых сплавов. - М.: Машиностроение, 1972, с. 7. DE 3247698 A1, 05.07.1984. ЕР 0605947 A1, 13.07.1994. US 4235646 А, 25.11.1980. ЕР 0576171 A1, 29.12.1993. |
| Имя заявителя: | АЛКОА, Инк. (US) | | Изобретатели: | САН Тиз-Ченг (US)
БЕТТС Уильям (US)
ХАРРИНГТОН Дональд Г. (US)
СМИТ Айан (US)
УЕСТЕРМАН Эдвин Дж. (US)
УИАТТ-МЭЙР Гэвин Ф. (US) | | Патентообладатели: | АЛКОА, Инк. (US) | | Номер конвенционной заявки: | 08/529522 | | Страна приоритета: | US | | Патентный поверенный: | Свиридова Надежда Еремеевна |
Реферат | |
Способ изготовления листового проката из алюминиевого сплава, в соответствии с которым процесс ведут в виде двух последовательностей непрерывных операций в составе линии, включающей в рамках первой последовательности непрерывную горячую прокатку горячей алюминиевой заготовки для уменьшения ее толщины и свертывание ее в рулон, а в рамках второй непрерывной последовательности операций в составе линии - разматывание свернутой в рулон заготовки и закалку до температуры, необходимой для холодной прокатки, при этом после непрерывной горячей прокатки в рамках первой непрерывной последовательности осуществляют закалку горячей заготовки для снижения ее температуры, проводят свертывание в рулон охлажденной заготовки, а закалку в рамках второй непрерывной последовательности осуществляют с предварительным быстрым нагревом заготовки для отжига и рекристаллизации без интенсивного осаждения элементов в виде интерметаллических соединений, проводимым после разматывания заготовки, и немедленным быстрым охлаждением отожженной заготовки для предотвращения осаждения легирующих элементов. Технический результат заключается в улучшении формуемости банок из полученных листов и повышении прочности. 2 c. и 18 з.п. ф-лы, 8 ил., 3 табл.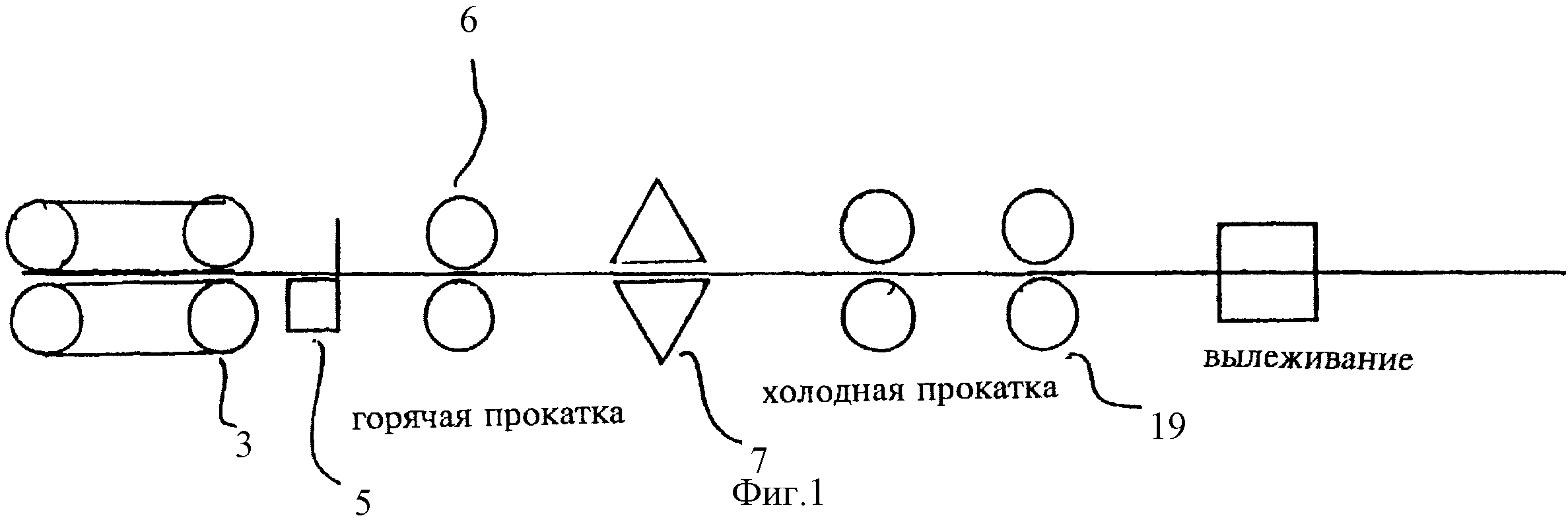
|
 Получить полное описание патента
Получить полное описание патента