|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ |  |
Номер публикации патента: 2172652 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21B001/22 B21B001/46 B21B001/26 | | Аналоги изобретения: | DE 19520832 А, 25.04.1996. WO 96/12573 А1, 02.05.1996. EP 0306076 А, 08.03.1989. EP 0666122 А, 09.08.1995. DE 4322924 А, 27.10.1994. WO 92/00815 А1, 23.01.1992. WO 89108512 А1, 21.09.1989. |
| Имя заявителя: | ХОГОВЕНС СТАЛ Б.В. (NL) | | Изобретатели: | КОРНЕЛИССЕН Маркус Корнелис Мария (NL)
ГРОТ Алдрикус Мария (NL)
ДЕН ХАРТОГ Хейберт Виллем (NL) | | Патентообладатели: | ХОГОВЕНС СТАЛ Б.В. (NL) | | Номер конвенционной заявки: | 1003293 | | Страна приоритета: | NL | | Патентный поверенный: | Емельянов Евгений Иванович |
Реферат | |
Изобретение относится к способу производства стальной полосы, прокатанной в ферритном или аустенитном состоянии, и устройству для его осуществления. В способе производства стальной полосы, при котором расплавленную сталь отливают в установке для непрерывной разливки в плоскую заготовку и, используя тепло разливки, перемещают через печь, прокатывают предварительно в устройстве для предварительной прокатки и прокатывают начисто в устройстве для чистовой прокатки в стальную полосу до желательной толщины готового изделия. Прокатку стальной полосы на последней стадии прокатки осуществляют в устройстве для бесконечной или полубесконечной прокатки, при этом а) для производства стальной полосы, прокатанной в ферритном состоянии, плоскую заготовку прокатывают в устройстве для предварительной прокатки в аустенитном состоянии и после прокатки в аустенитном состоянии охлаждают до температуры, при которой сталь имеет, в основном, ферритную структуру, и полосу, плоскую заготовку или часть плоской заготовки прокатывают в устройстве для чистовой прокатки при скоростях, преимущественно соответствующих скорости входа в устройство для чистовой прокатки и последующим обжатиям по толщине, и, по меньшей мере, в одной клети устройства для чистовой прокатки прокатывают в ферритном состоянии; b) для производства стальной полосы, прокатанной в аустенитном состоянии, полосу, выходящую из устройства для предварительной прокатки, нагревают до температуры в аустенитной области или удерживают при данной температуре и прокатывают в устройстве для чистовой прокатки преимущественно в аустенитном состоянии до толщины готового изделия и после данной прокатки охлаждают до температуры в ферритной области; и стальную полосу, прокатанную в ферритном или аустенитном состоянии по достижении желательной толщины готового изделия разрезают на части желательной длины, которые затем наматывают в рулоны. Изобретение обеспечивает расширение технологических возможностей, в частности возможности производства тонкой полосы в аустенитном состоянии с толщиной готового изделия менее 1,2 мм, пригодной для дальнейшего обжатия в ферритном состоянии с целью использования ее в качестве упаковочной стали, например, при производстве консервных банок для напитков. 3 с. и 40 з.п.ф-лы, 3 ил.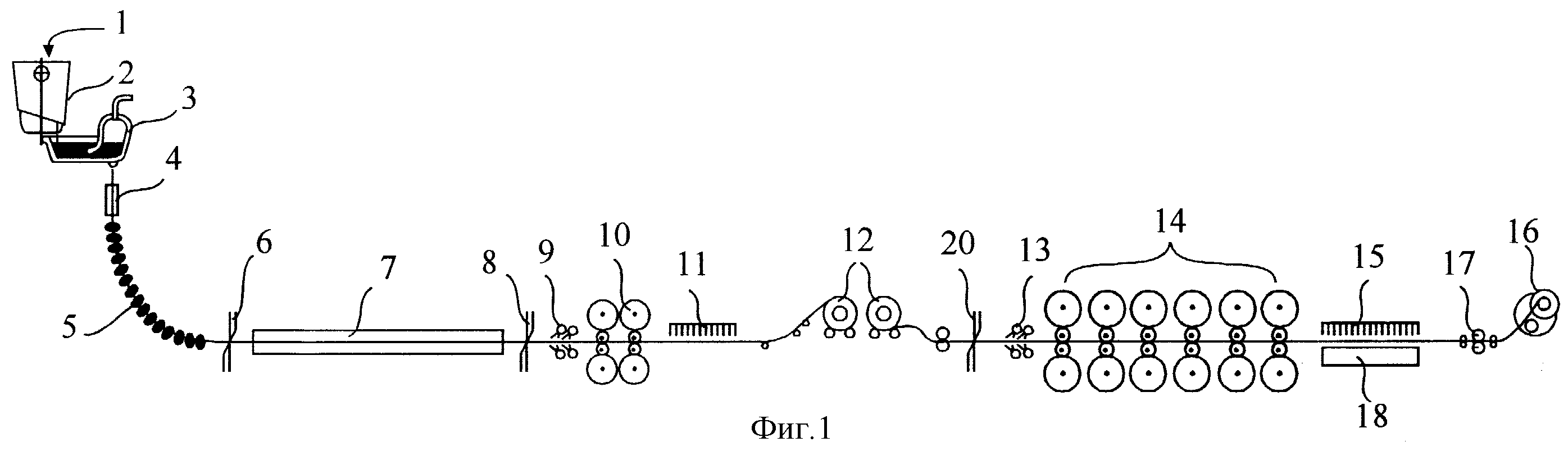
|
 Получить полное описание патента
Получить полное описание патента