|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ |  |
Номер публикации патента: 2179086 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B22D011/00 B22D011/051 | | Аналоги изобретения: | RU 2086346 C1, 10.08.1997. RU 2077766 C1, 20.04.1997. RU 2086347 C1, 10.08.1997. RU 2112622 C1, 10.06.1998. FR 2645460, 12.10.1992. SU 1740122, 15.06.1992. US 4438803, 27.03.1984. AT 374128, 26.03.1983. |
| Имя заявителя: | Институт машиноведения и металлургии ДВО РАН | | Изобретатели: | Стулов В.В.
Одиноков В.И. | | Патентообладатели: | Институт машиноведения и металлургии ДВО РАН |
Реферат | |
Группа изобретений относится к металлургии и направлена на создание высокопроизводительного и ресурсосберегающего процесса получения биметаллических заготовок. В способе получения непрерывных деформированных биметаллических заготовок (НДБЗ) введение в кристаллизатор лент-электродов осуществляется после заливки жидкого металла с последующим их разогревом и плавлением за счет пропускания через них электрического тока. В кристаллизатор попеременно заливают жидкий металл и вводят ленты-электроды из металла, инородного разливаемому, до получения заготовок определенной длины. В кристаллизатор подают две ленты-электрода вдоль стенок с наклонным верхним участком с их разогревом и плавлением за счет индивидуального пропускания через каждую из них электрического тока, а заливаемый жидкий металл имеет более высокую температуру плавления, чем металл лент-электродов. Скорость получения заготовки из металла лент-электродов И1 и скорость получения заготовки И2 из разливаемого жидкого металла связаны между собой соотношениями И1 = (0,3-0,6)И2. Установка для получения НДБЗ снабжена двумя лентами-электродами с механизмами их подачи, снаружи лент нанесено покрытие из неэлектропроводного материала и установлен датчик скорости движения заготовки с системой автоматизированного управления скоростью получения заготовок. 2 с. и 1 з.п. ф-лы, 2 ил.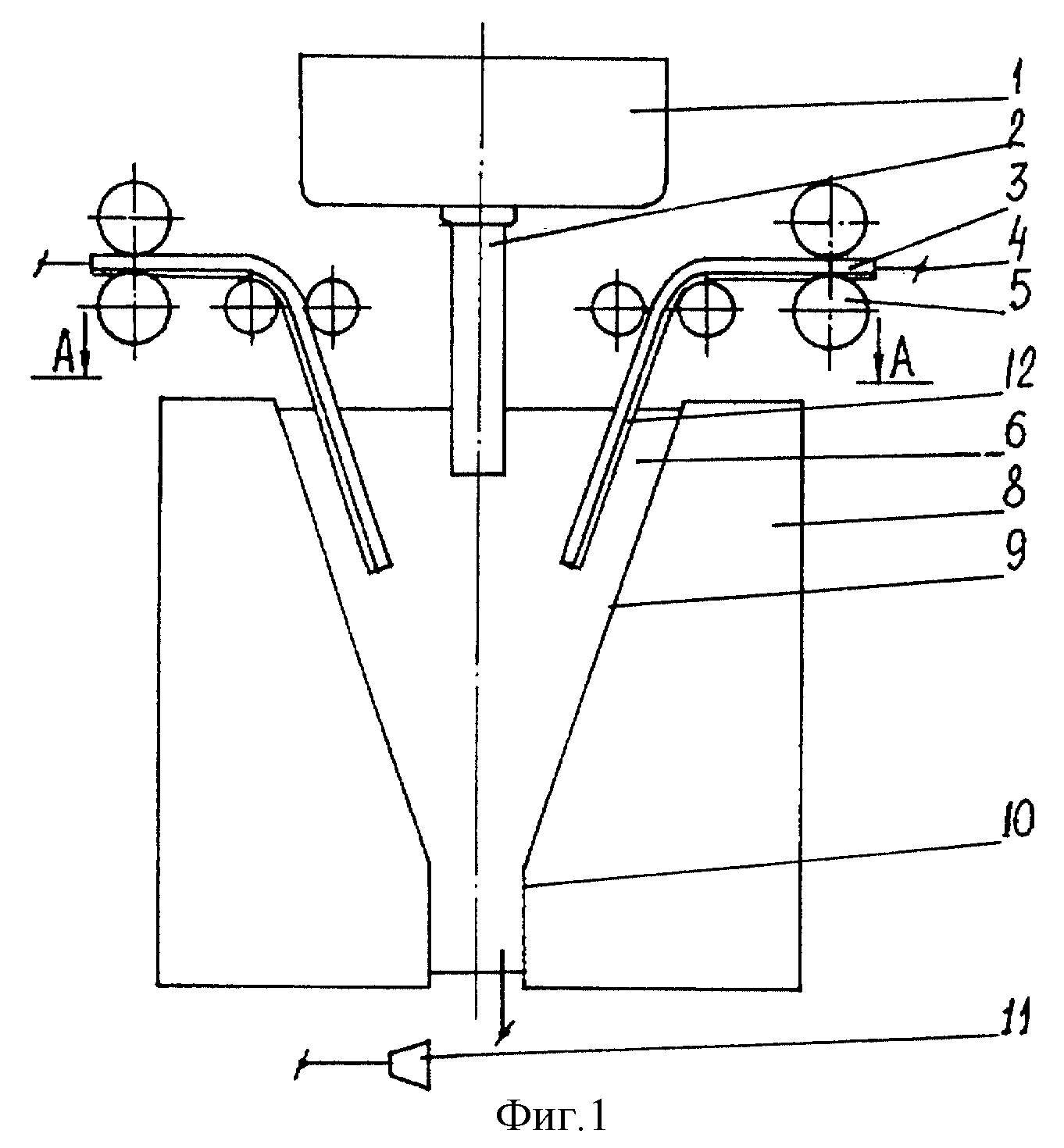
|
 Получить полное описание патента
Получить полное описание патента