|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОЙ МАШИНОЙ |  |
Номер публикации патента: 2183539 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23K011/25 | | Аналоги изобретения: | Создание автоматической машины шовной сварки полос в металлургических агрегатах // Отчет о научно-исследовательской работе, АХК "ВНИИМЕТМАШ", 1999, номер государственной регистрации 01.99.00 07616, с. 39-51. SU 737159, 30.05.1980. ЕР 0581315 А1, 02.02.1994. FR 2527957 A1, 09.12.1983. FR 2488173 A1, 12.02.1982. |
| Имя заявителя: | Открытое акционерное общество Акционерная холдинговая компания "Всероссийский научно-исследовательский и проектно-конструкторский институт металлургического машиностроения им. акад.Целикова" | | Изобретатели: | Рысс А.Б.
Новицкий А.Ф.
Гольдельман А.Л.
Крюков Г.М. | | Патентообладатели: | Открытое акционерное общество Акционерная холдинговая компания "Всероссийский научно-исследовательский и проектно-конструкторский институт металлургического машиностроения им. акад.Целикова" |
Реферат | |
Изобретение относится к машиностроению, в частности к автоматизации управления машинами для сварки металлических полос, и может быть использовано в машинах для сварки концов рулонов в металлургических агрегатах нанесения покрытий, линиях правки полосы. Технический результат - сокращение времени цикла при сварке полос более узкой ширины, чем максимально возможная. Достигаемый в этом случае технический результат выражается в повышении производительности работы сварочной машины и ускорении производственного цикла в целом. Технический результат достигается за счет того, что команды на выработку сигналов перехода к пониженной скорости движения скобы (на которой расположен сварочный источник питания и датчик кромки полосы) и на останов скобы вырабатываются не по сигналам от конечных выключателей, установленных исходя из максимально возможной ширины полосы, а посредством дополнительно введенных счетчика и вычислительного блока, которые вырабатывают упомянутые сигналы, исходя из конкретного сортамента полосы, посредством подсчета соответствующих путей, которые должна пройти скоба до момента выработки соответствующих сигналов на переход к пониженной скорости и к останову для данного конкретного сортамента полосы. 2 ил.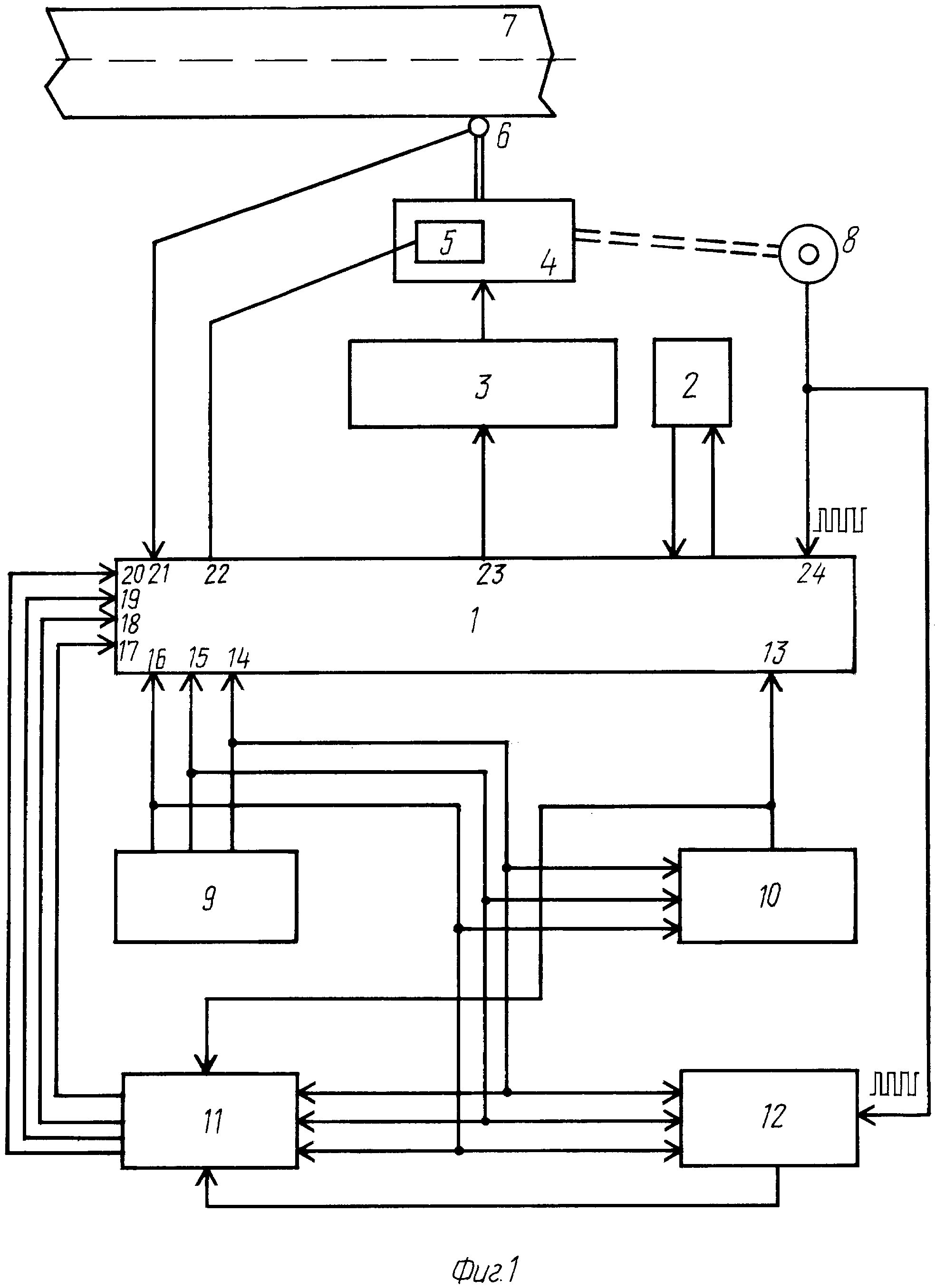
|
 Получить полное описание патента
Получить полное описание патента