|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЭЛЕКТРОННО - ЛУЧЕВОЙ СВАРКИ |  |
Номер публикации патента: 2183153 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23K015/00 | | Аналоги изобретения: | RU 2024372 C1, 15.12.1994. RU 2090327 C1, 20.09.1997. FR 2294793 A1, 20.08.1976. US 3780256, 18.12.1973. |
| Имя заявителя: | Пермский государственный технический университет | | Изобретатели: | Язовских В.М.
Беленький В.Я.
Кротов Л.Н.
Трушников Д.Н. | | Патентообладатели: | Пермский государственный технический университет |
Реферат | |
Изобретение относится к электронно-лучевой сварке и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощностью электронного пучка непосредственно в процессе сварки. Технический результат - повышение точности контроля фокусировки электронного пучка. По предлагаемому способу удельную мощность электронного пучка модулируют путем наложения на ток пучка и на ток фокусирующей линзы электронной пушки переменных компонентов, модуляцию тока пучка осуществляют с частотой, значительно превышающей частоту модуляции тока фокусирующей линзы, выделяют переменную составляющую вторичного тока с частотой, равной частоте модуляции тока пучка, и последовательно производят амплитудное детектирование этой составляющей, затем синхронное детектирование полученного сигнала на частоте, равной частоте модуляции тока фокусирующей линзы, а фокусировку пучка устанавливают по величине и знаку напряжения, полученного после синхронного детектирования сигнала. При осуществлении способа достигается повышение точности контроля фокусировки электронного пучка. Также существенно расширяются технологические возможности способа в результате того, что обработка вторичного тока с амплитудным и синхронным детектированием позволяет получить сигнал, величина и знак которого полностью определяют режим фокусировки электронного пучка, и в частности, - отклонение тока фокусировки от значения, соответствующего острой фокусировке пучка, обеспечивающей максимальную глубину проплавления при заданных значениях ускоряющего напряжения и тока пучка. Это позволяет производить электронно-лучевую сварку с контролируемыми режимами фокусировки пучка при недофокусированном и перефокусированном пучке. 1 ил.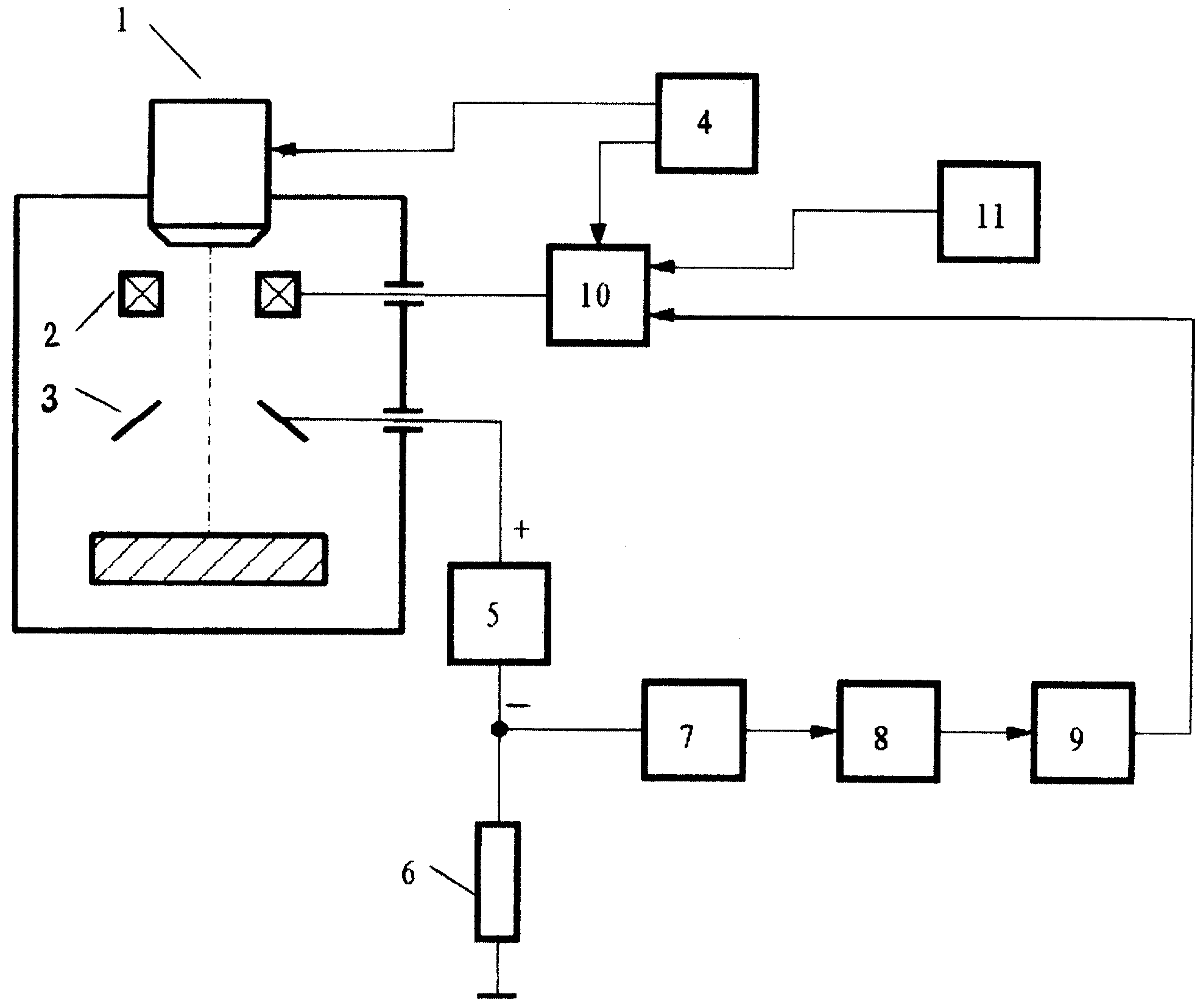
|
 Получить полное описание патента
Получить полное описание патента