|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЗАПРЕССОВКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ |  |
Номер публикации патента: 2182065 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23P019/033 | | Аналоги изобретения: | SU 1731572 A1, 07.05.1992. SU 1689009 A1, 07.11.1991. SU 935251, 15.06.1982. GB 1030447, 25.05.1966. US 3665582, 30.05.1972. |
| Имя заявителя: | Самарский государственный технический университет | | Изобретатели: | Колокольцев В.М.
Шуваев В.Г. | | Патентообладатели: | Самарский государственный технический университет |
Реферат | |
Изобретения относятся к области машиностроения и могут быть использованы в автоматизированном сборочном производстве. К соединяемым деталям с помощью прессового оборудования прикладывают статическое давление. С помощью системы возбуждения упругих колебаний в обеих деталях создают упругие колебания. В процессе запрессовки изменяют частоту упругих колебаний с обеспечением резонанса. Последовательно в функции линейного относительного перемещения деталей измеряют текущие значения коэффициента динамичности. При сравнении этих значений с эталонным значением коэффициента динамичности судят о качестве запрессовки. Система возбуждения упругих колебаний включает генератор колебаний, к которому подключены вибраторы для деталей со смонтированными на их торцах опорными оболочками. Опорные оболочки имеют рабочие поверхности, эквидистантные поверхностям корпуса и поперечины прессового оборудования. В систему входит датчик вибраций, выход которого подключен к согласующему усилителю и фильтру нижних частот, соединенному с частотомером и измерителем амплитуды вибраций. Выход последнего подключен к блоку определения резонанса и первому входу программного блока. К его второму и третьему входам подключены выходы блока определения резонанса и частотомера, а к четвертому - датчик перемещений. Первый выход программного блока связан с блоком выдачи информации, а второй - с генератором колебаний. В результате обеспечивается повышение достоверности контроля качества запрессовки. 2 с.п.ф-лы, 2 ил.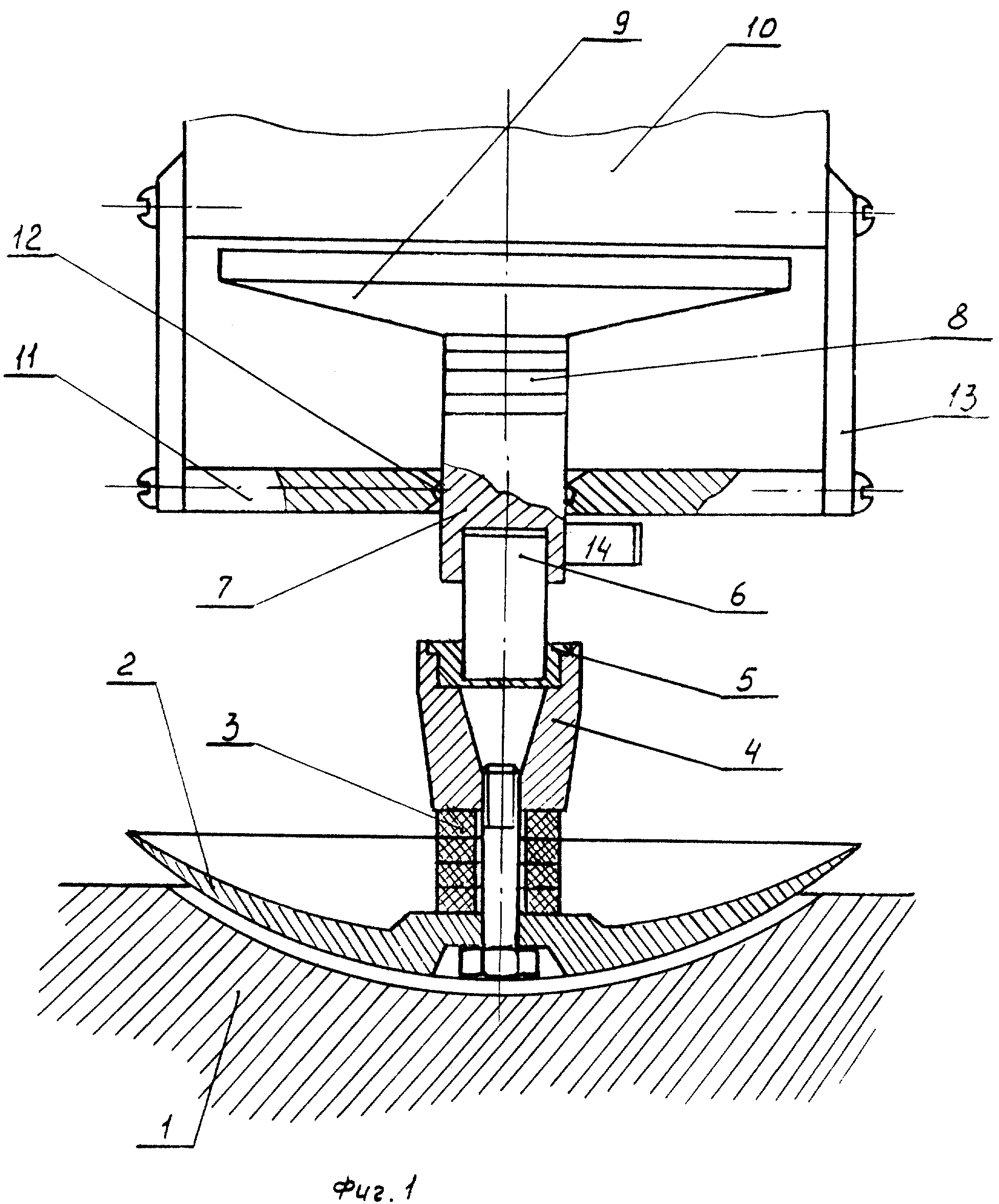
|
 Получить полное описание патента
Получить полное описание патента