|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ |  |
Номер публикации патента: 2170273 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C21D009/32 C21D001/06 | | Аналоги изобретения: | SU 206616, 06.11.1968. SU 1527287 А1, 07.12.1989. SU 404765, 09.04.1974. SU 1740456 А1, 15.06.1992. SUI 090733 A, 07.05.1984. СЛУХОЦКИЙ А.Е., РЫСКИН С.Е. Индукторы для индукционного нагрева. - Л.: Энергия, 1974, с.138. |
| Имя заявителя: | Открытое акционерное общество "Чебоксарский завод промышленных тракторов" | | Изобретатели: | Ревин В.Н.
Андреев В.М.
Филиппов В.В.
Васильев В.И.
Шелеметев Г.М. | | Патентообладатели: | Открытое акционерное общество "Чебоксарский завод промышленных тракторов" |
Реферат | |
Изобретение относится к машиностроению, а именно к способу термообработки тонкостенных зубчатых полумуфт переменного сечения из сложнолегированных сталей. Техническим результатом изобретения является повышение долговечности зубчатых полумуфт в 2-3 раза. Сущность изобретения состоит в том, что после химико-термической обработки - низкотемпературной нитроцементации - подвергают закалке ТВЧ на глубину 1 - 3 мм только торцы зубьев с заходной фаской. Для этого применяются соответствующие режимы закалки: температура нагрева - 880 - 900°С, время нагрева - 2 - 3 с, время охлаждения -1,5 - 2,5 с, охлаждающая среда - вода и индуктор, питающийся от лампового генератора, форма активного витка которого выполнена в виде петли, охватывающей торец зуба так, что в зону нагрева попадает только торцевая часть зуба с заходной фаской, а 70 - 80% объема зуба остаются незакаленными. Описанные способ и индуктор позволяют регулировать глубину и форму закаленного слоя, что исключает коробление и поломку зубьев в эксплуатации. 2 с.п. ф-лы, 3 ил.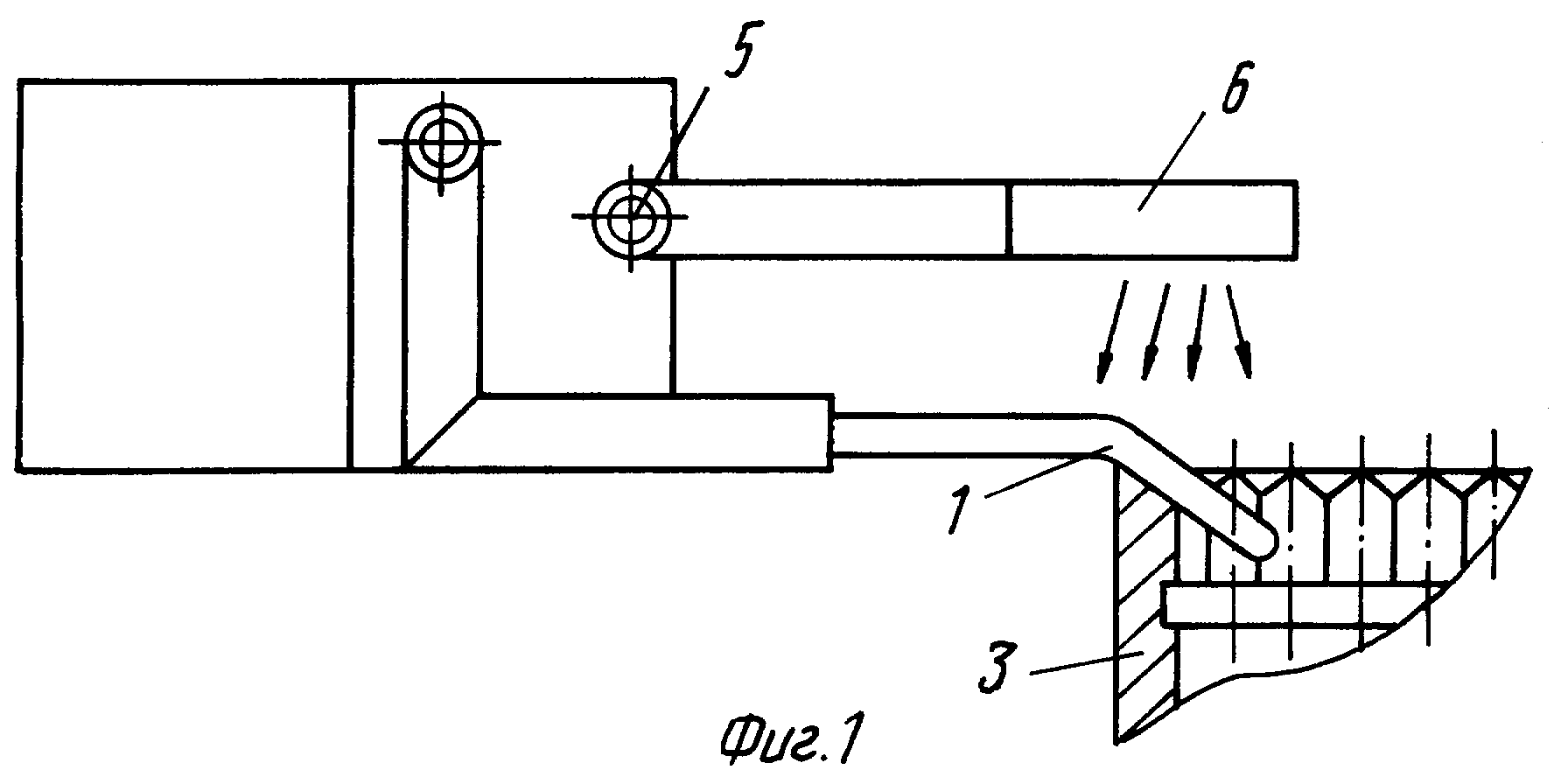
|
 Получить полное описание патента
Получить полное описание патента