|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ КОРРЕКТИРОВКИ ФОРМЫ ПРИЛЕГАЮЩИХ ПЛОСКОСТЕЙ КОРПУСА СТАТОРА ГИДРОМАШИНЫ |  |
Номер публикации патента: 2181165 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | F03B003/16 F03B011/00 | | Аналоги изобретения: | ПОЛУШКИН К.С. Монтаж гидроагрегатов. - Энергия, Ленинградское отделение, 1971, с.118-151, 246-262. SU 595451 А, 15.03.1978. SU 1569418, 07.06.1990. SU 1163027 А, 23.06.1985. SU 1434136 А1, 30.10.1988. SU 1783137 А1, 23.12.1992. GB 1478727 А, 06.07.1977. |
| Имя заявителя: | Березин Виталий Константинович | | Изобретатели: | Березин В.К.
Сложеникин М.П. | | Патентообладатели: | Березин Виталий Константинович
Сложеникин Михаил Петрович |
Реферат | |
Способ предназначен для обеспечения монтажа гидротурбинного оборудования мощных гидротурбин, насосных агрегатов и обратимых гидромашин с вертикальным расположением рабочего вала, имеющих сварную металлическую спиральную камеру. Способ корректировки формы прилегающих плоскостей корпуса статора гидромашины при устранении "сварочной волны" на укрупнительном узле со спиральной камерой и их монтаже на фундаментах заключается в силовом воздействии на горбы и впадины по торцам корпуса статора гидромашины, при котором корпус статора гидромашины нижним торцом располагают на фундаментах. При этом предварительно производят промеры по окружностям верхнего и нижнего торцов статора гидромашины на наличие дефектов формы за счет сварочных деформаций и отклонений от расчетных размеров. Измеряют величины этих отклонений, временно устанавливают без приваривания нижние анкеровки корпуса статора гидромашины к статору, производят выверку проектного положения корпуса статора подбивкой клиньев под фундаментными блоками, а затем частично заливают бетоном стальную облицовку с армокаркасом конуса отсасывающей (всасывающей) трубы до уровня, при котором подвешенные к статору фундаментные блоки будут забетонированы не менее чем на одну треть своей высоты, а нижние анкеровки статора - не менее чем на половину своей длины. Выдерживают бетон до набора не менее 80% его жесткости и прочности. После чего укрупнительный узел переносят на фундаментные блоки, выверяют проектное положение статора гидромашины, подбивая регулировочные парные клинья под статором против горбов на плоскости нижнего фланца статора, имеющих максимальное абсолютное значение по высоте, до установки их на один уровень (в горизонт) с заданной точностью и производят замер абсолютных величин горбов на плоскости верхнего фланца статора. Одновременно производя замеры зазоров между всеми верхними парными регулировочными клиньями и плоскостью нижнего фланца статора, сопоставляя точки впадин на плоскости нижнего торца с точками горбов на плоскости верхнего торца. Определяют расчетным путем векторы силового воздействия и точки их приложения на корпусе статора гидромашины только в зонах горбов, на плоскости верхнего фланца статора вертикальными швами крепят сваркой часть стержней нижней анкеровки статора гидромашины к корпусу статора по направлению векторов силового воздействия. Затем каждый арматурный приваренный стержень нижней анкеровки разрезают и в месте разреза устанавливают огнеупорную ванночку для вертикальной ванной электросварки, после чего одновременно сваривают все разрезы, при этом сварка в каждой из ванночек производится дозированно с разной продолжительностью нагрева металла в каждой ванночке и его расплавленного количества и при остывании металла в ванночках контролируют форму плоскости верхнего фланца статора и сводят зазоры между регулировочными средствами фундаментных блоков и плоскостью нижнего фланца статора к допустимому минимуму с фиксацией сваркой всех ранее не сваренных нижних анкеровок статора с корпусом статора, приваривают все свободные арматурные выпуски из фундамента к корпусу статора, к спиральной камере и к ее ребрам жесткости. Затягивают гайки фундаментных болтов на проектное усилие, устанавливают и приваривают сопрягающий пояс к торцам конуса отсасывающей (всасывающей) трубы и фундаментного кольца, после чего бетонируют узел закладных частей гидромашины. Способ позволяет упростить и сократить время проведения работ. 4 ил.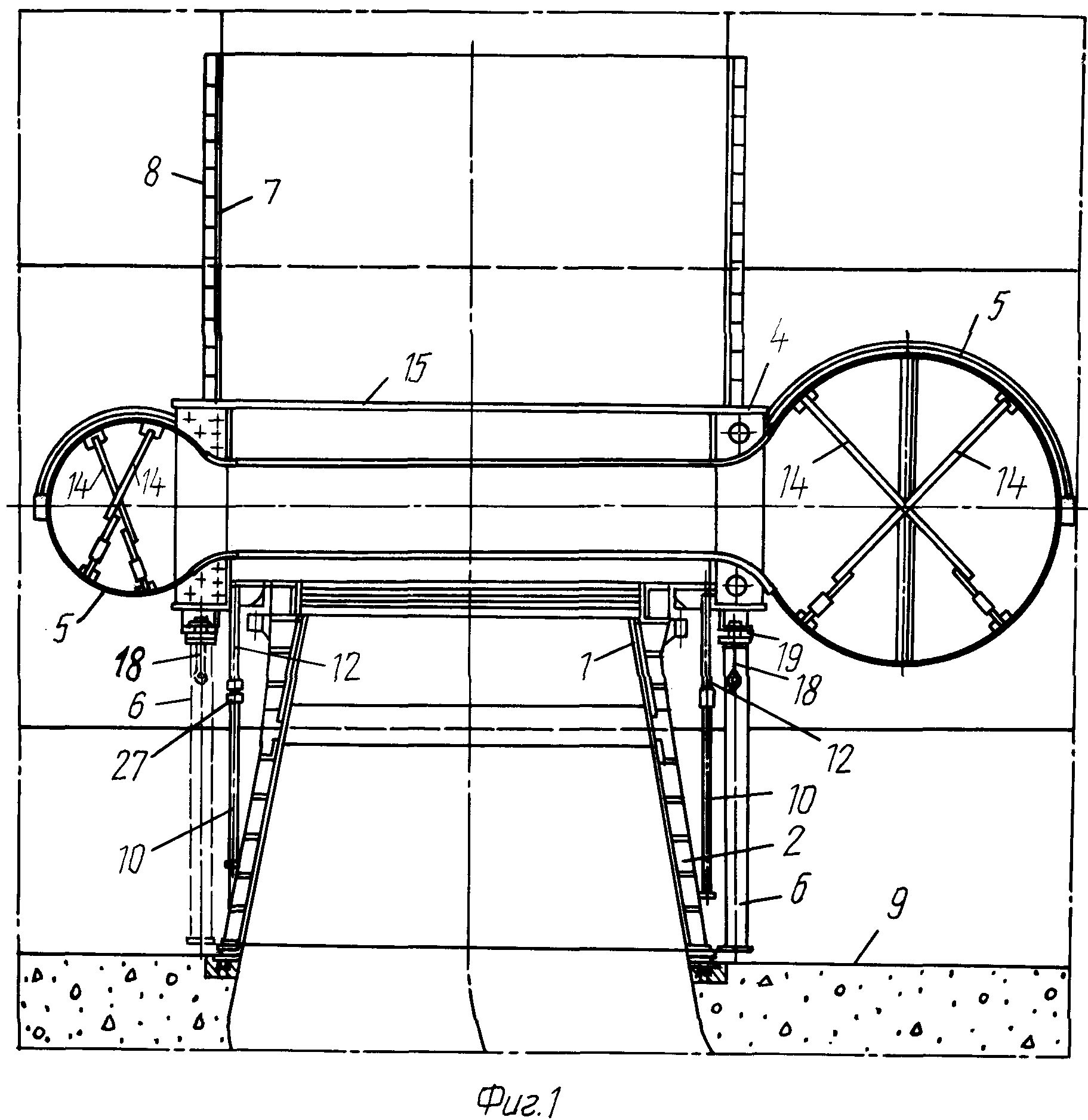
|
 Получить полное описание патента
Получить полное описание патента