|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА |  |
Номер публикации патента: 2183154 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23P015/00 F16C011/06 | | Аналоги изобретения: | RU 2029665, C1, 27.02.1995. SU 1586893, A1, 23.08.1990. RU 2036335, C1, 27.05.1995. SU 969994, 30.10.1982. US 4498799, 12.02.1985. US 3514138, 26.05.1970. DE 3623542, C1, 17.12.1987. |
| Имя заявителя: | Открытое акционерное общество "Ракетно-космическая корпорация "Энергия" имени С.П. Королева" | | Изобретатели: | Чеканов В.В. | | Патентообладатели: | Открытое акционерное общество "Ракетно-космическая корпорация "Энергия" имени С.П. Королева" |
Реферат | |
Изобретение относится к машиностроению и может быть использовано при изготовлении шарнирных соединений. Шаровую головку с хвостовиком устанавливают в углубление корпуса, имеющее сферическую форму и вальцуемый поясок. Вальцуемый поясок обжимают по шаровой головке, после чего производят оценку работоспособности шарового шарнира. Для этого вальцуемый поясок нагружают со стороны хвостовика эталонной нагрузкой, приложенной по оси хвостовика. Контролируют люфт между корпусом и шаровой головкой и, в случае несоответствия его норме, производят довальцовку. Затем замеряют угол отклонения хвостовика относительно корпуса под действием эталонной нагрузки, приложенной к хвостовику перпендикулярно его оси при зафиксированном корпусе. Далее производят приработку головки и корпуса путем взаимного перемещения их сферических поверхностей под слоем смазывающей жидкости с одновременным приложением циклической нагрузки, направленной вдоль оси хвостовика в сторону вальцуемого пояска. Величина циклической нагрузки не превышает величины эксплуатационной нагрузки. Затем осуществляют дополнительный обжим вальцуемого пояска, после чего сравнивают люфт между корпусом и шаровой головкой с максимально допустимым для подтверждения работоспособности. В результате обеспечивается повышение надежности и производительности способа. 3 ил.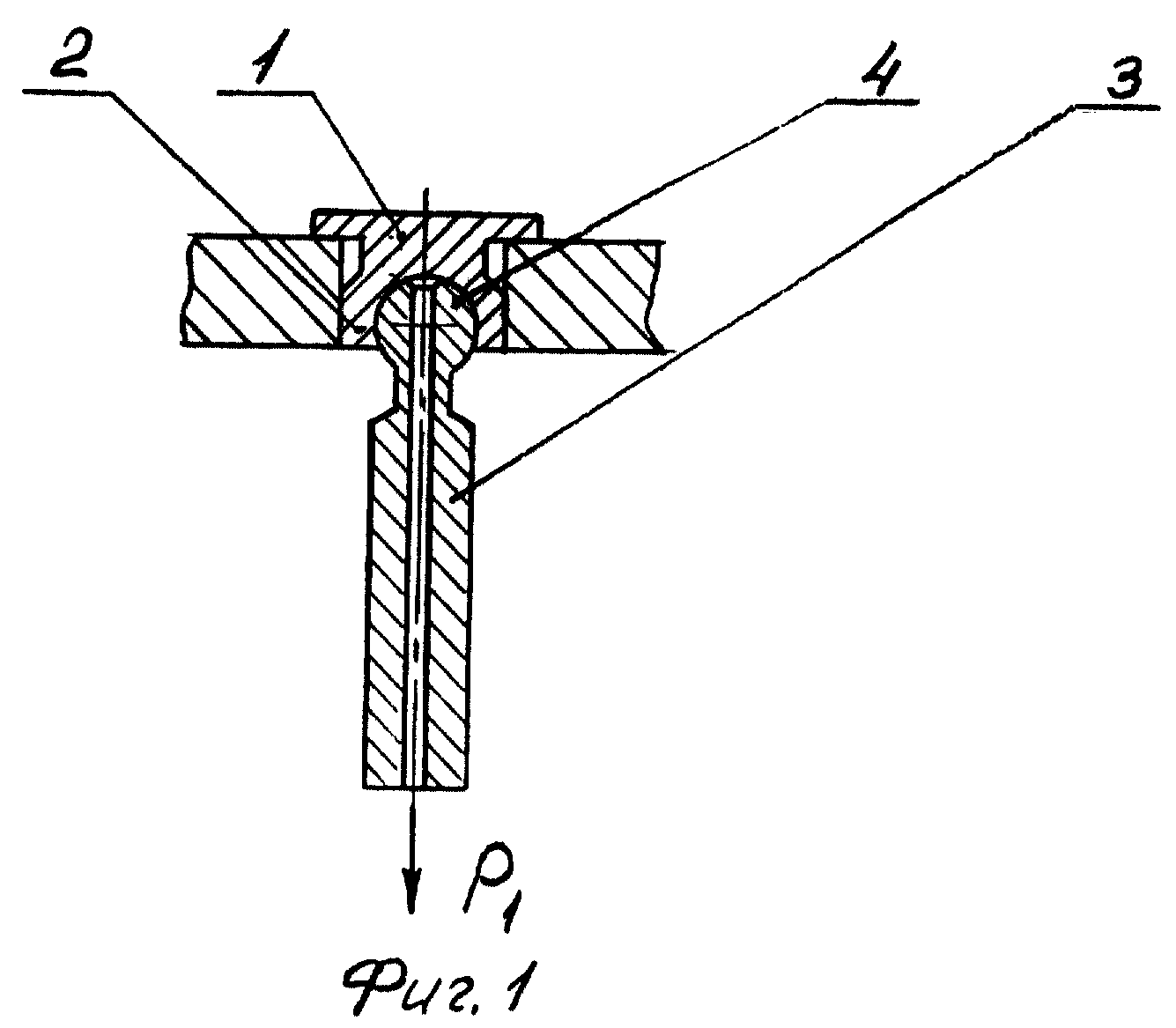
|
 Получить полное описание патента
Получить полное описание патента